

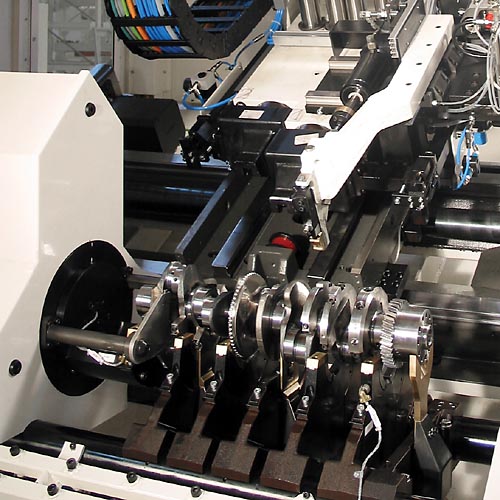

曲軸全自動平衡
數(shù)字化測量處理和優(yōu)化校正計算
用于不平衡校正的NC軸控制
使用MQL的高速鉆削
帶桁架機械手接口
| 技術(shù)參數(shù) | 320 SBRK | 520 SBRK | 520 SBRK-2 | 720 SBRK | ||
| 測量系統(tǒng) | 單位 | CAB 950 | CAB 950 | CAB 950 | CAB 950 | |
| 乘用車曲軸 | ? | |||||
| 輕型商用車曲軸 | ? | ? | ? | |||
| 卡車曲軸 | ? | ? | ? | |||
| 不對稱曲軸 | ? | ? | ? | ? | ||
| 軸瓦支撐和撥叉驅(qū)動 | ? | ? | ? | ? | ||
| 數(shù)控鉆削單元 | ? | ? | ? | ? | ||
| 最小潤滑量MOL | ? | ? | ? | ? | ||
| 排屑器 | ? | ? | ? | ? | ||
| 曲軸 | ||||||
| 重量范圍1) | [kg] | 8-40 | 30-100 | 30-160 | 80 - 350 | |
| 總長度范圍 | [mm] | 350-790 | 500-1000 | 500-1400 | 800 - 2500 | |
| 最大軸瓦支撐距離范圍 | [mm] | 240-660 | 350-750 | 350-1100 | ||
| 校正平面之間的距離范圍 | [mm] | 200-600 | 300-700 | 300-1050 | 800 - 2250 | |
| 主軸頸直徑范圍 | [mm] | 40-80 | 65-125 | 65-125 | 80 - 160 | |
| 外徑 | [mm] | 120-200 | 160-310 | 160-310 | 80 - 400 | |
| 連桿頸直徑 | [mm] | 30-60 | 50-90 | 50-90 | ||
| 行程 | [mm] | 55-95 | 100-160 | 100-160 | ||
| 機器 | ||||||
| 寬度4) | [mm] | 3750 | 3750 | 3750 | 4950 | |
| 深度4) | [mm] | 2200 | 2200 | 2200 | 2200 | |
| 高度4) | [mm] | 2300 | 2300 | 2300 | 2300 | |
| 平衡速度 | [min -1] | 400 | 265 | 265 | 300 | |
| 測量不確定度 2) | [gmm] | 20 - 30 | 30 - 80 | 30 - 80 | 20 - 30 | |
| 節(jié)拍時間3) | [s] | 90 - 300 | 90 - 300 | 90 - 300 | 90 - 300 | |
| 空壓 | [kPa] | 600 | 600 | 600 | 600 | |
| 功率消耗 | [kVA] | 8 | 10 | 10 | 10 | |
| 基本設(shè)備 | Order No. | R0280200.01 | R0280300.01 | R0280400.01 | R0280100.01 | |
| 選項 | ||||||
| 雙主軸鉆削單元 | Order No. | R0280206.01 | R0280306.01 | R0280406.01 | R0280106.01 | |
| 起重裝置5) | Order No. | R0280203.01 | R0280303.01 | R0280403.01 | R0280103.01 | |
| 鉆頭磨損監(jiān)測 | Order No. | R0280205.01 | R0280305.01 | R0280405.01 | R0280105.01 | |
| 高壓內(nèi)部冷卻16 bar | Order No. | R0280201.01 | R0280301.01 | R0280401.01 | R0280101.01 | |
| 冷卻液調(diào)節(jié)系統(tǒng),細度30μm | Order No. | R0280202.01 | R0280302.01 | R0280402.01 | R0280102.01 | |
| 1) 無當量環(huán),手動上料最大15kg | ||||||
| 2) 根據(jù)DIN 1319,95%的概率,取決于工件(無裝夾或下料) | ||||||
| 3) 可實現(xiàn)的最小節(jié)拍時間,取決于曲軸設(shè)計 | ||||||
| 4) 加上控制柜、排屑器和可選的冷卻液條件。數(shù)據(jù)不具有約束力,取決于所提供的設(shè)備 | ||||||
| 5) 通過提升裝置進行上料 | ||||||





